Wer selbst einen 3D-Drucker besitzt oder Zugang zu einem hat, wird früher oder später feststellen, dass die Filamente unterschiedlicher Hersteller ihre ganz besonderen Eigenheiten im Druck haben. Oftmals geben die Hersteller zwar einen Temperaturbereich für die Düse des Druckers (Nozzle) an, diesen Angaben kann aber nicht immer getraut werden.
Ich möchte daher in diesem Beitrag meine bisherigen Erfahrungen mit dem Drucken unterschiedlicher Filamente schildern und euch somit einiges an Ärger bei der Erstellung eines neuen Materialprofils in Cura ersparen.
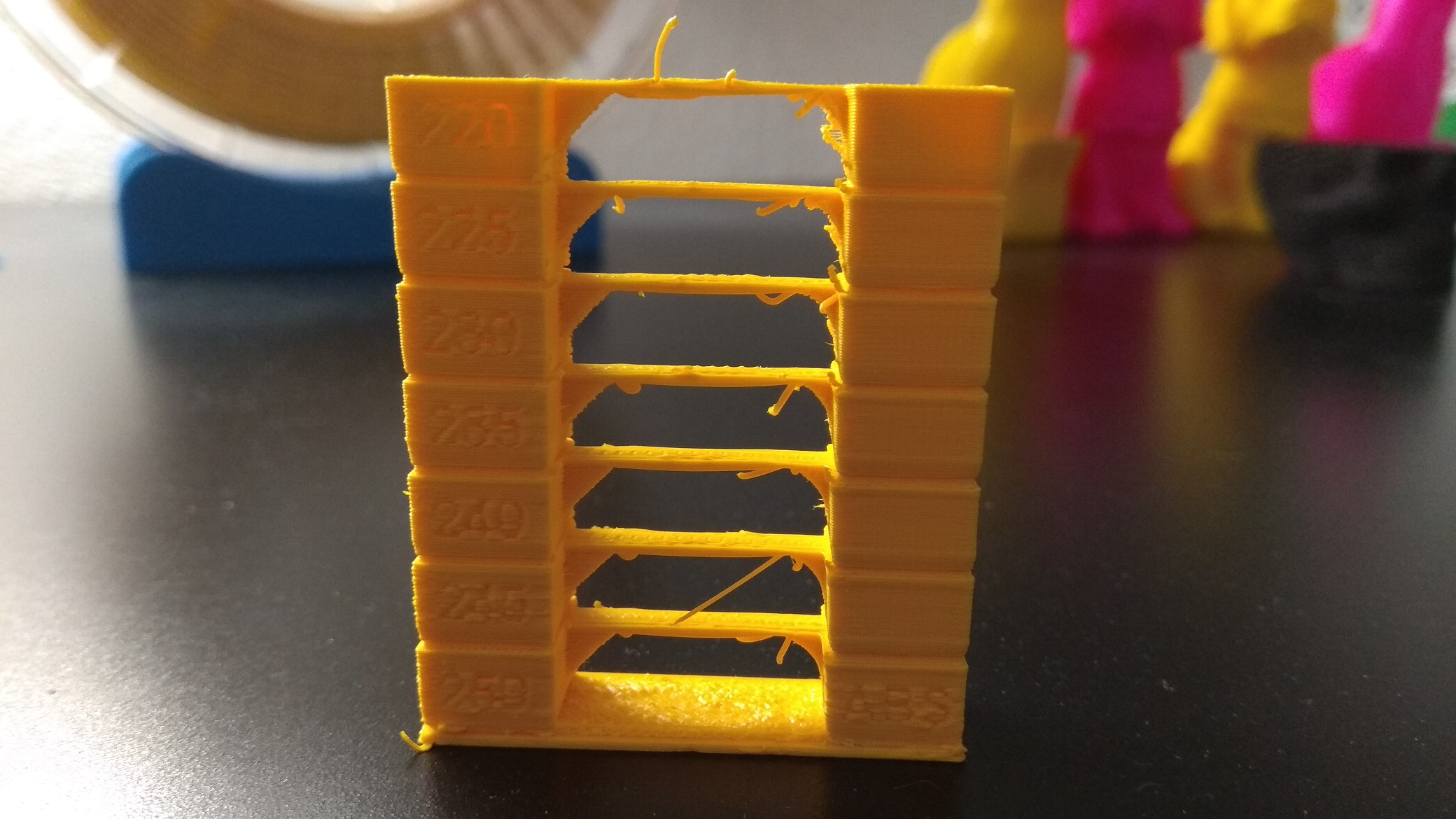
Avistron ABS Gelb 1,75mm
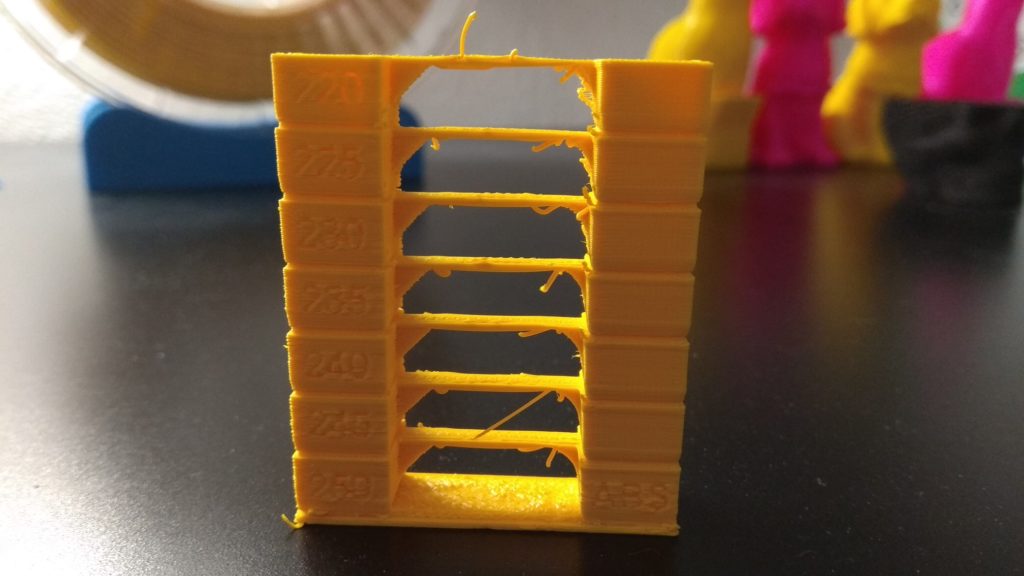
Ausgehend vom Temp Tower habe ich bei nachfolgenden Einstellungen mit dem Filament besonders gute Ergebnisse erzielt:
- Temperatur Düse: 240°C
- Temperatur Druckbett: 90°C
- Druckgeschwindigkeit: 50 mm
- Geschwindigkeit Bauteilkühler: 0%
- Einzugsabstand: 2,00 mm
- Einzugsgeschwindigkeit: 25 mm/s
- Untergrund: Glasplatte
- Haftmittel: Haarspray
ABS haftet grundsätzlich nicht so gut auf der Glasplatte. Daher sollte als Haftmittel etwas Haarspray verwendet werden. Nach dem Ablösen des Drucks verbleibt auf der Glasplatte meist noch ein dünner Film ABS. Dieser lässt sich gut mit Universalverdünnung oder Aceton entfernen (Achtung: Sicherheitsvorkehrungen beachten!).